MOLDING PROTOTYPE成形試作
新しいヒート&クール
成形技術を試作体験

MOLDING PROTOTYPE
金型を富士精工・フジで製作→トライ→熟成→海外発送することも可能。弊社の金型でテストトライすることも可能です。
| ファナック | 射出成型機100t(電動) | |
| NISSEI | 射出成形機110t(電動) | |
| 名機製作所 | 射出成型機150t(電動) | ヒート&クール成形対応 |
| NISSEI | 射出成型機180t(電動) | ヒート&クール成形対応 |
| NISSEI | 射出成型機250t(電動) | 3色成形+ ヒート&クール成形対応 |
| NISSEI | 射出成型機280t(電動) | ヒート&クール成形対応 |
| 名機製作所 | 射出成形機 280t(電動) |
ヒート&クール成形対応 |
| 三菱重工 | 射出成形機 350t(電動) |
ヒート&クール成形対応 |
| 三菱重工 | 射出成形機 550t(電動) |
ヒート&クール成形対応 |
| 名機製作所 | 射出成形機 850t(電動) |
ヒート&クール成形対応 |

TEST TRY MOLD ヒート&クール・
テストトライ用金型一覧
-

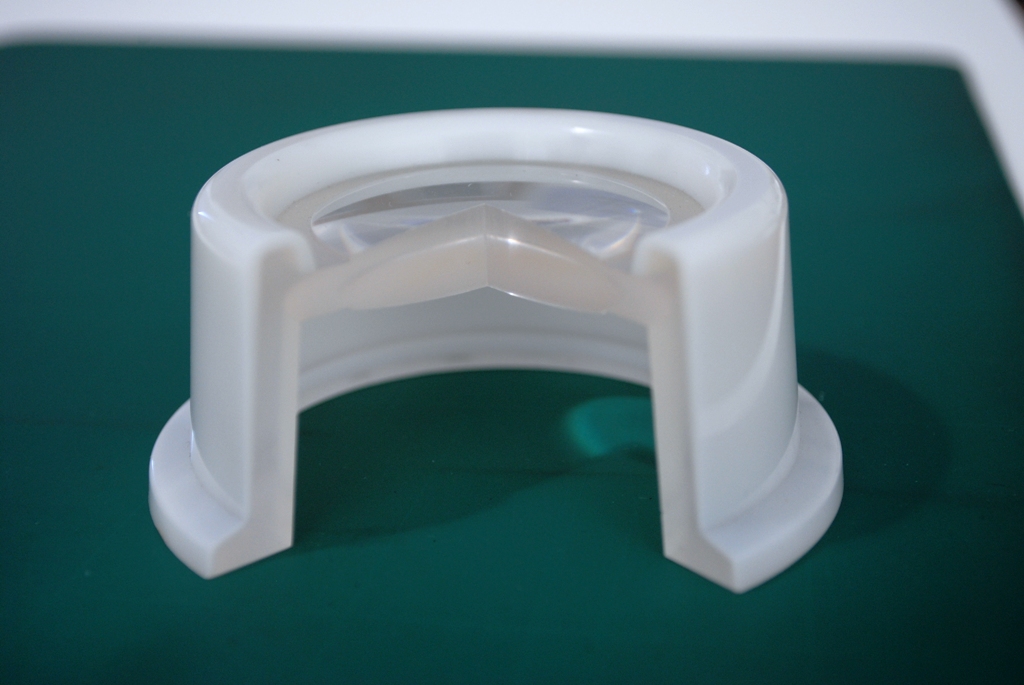
デジカメ3Dテスト型
メリット
・ガラスフィラーが露出しない
・外観高光沢(ピアノブラック)

-

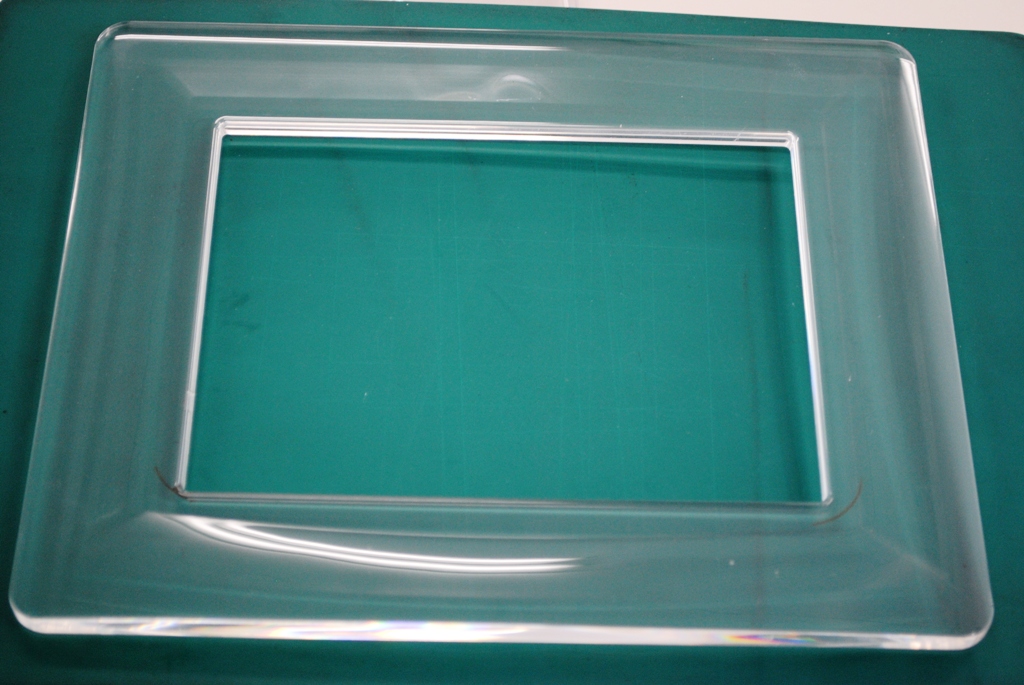
SWパネル
メリット
・ウェルドがでない
・転写性の向上(肉厚変化にも対応可能なためシボも良好)
・表面光沢が得られる(一般レジンや発泡剤でも)
・成形条件の幅が広がる(ジェッティング・フローマーク・シルバー問題が解消)
薄肉成形(流動性の向上)
-

テクスチャー
メリット
・シボ加工では不可能な微細模様
・ハイグロス、マット、また樹脂を変える事により様々な質感が出せる
・従来、革製のものを樹脂に置き換えられる
・樹脂製品のデザイン性向上
-

高温油温調金型 (メタリック配向レス)
メリット
・メタリック系樹脂でも配向のない成型品のため塗装が不要
・金属で造られていた部品を樹脂に置き換える事が可能
・高級感のある成形品が得られる
・変形防止
-

加飾金型・成形
メリット
・加飾部全体の転写性の向上により品質向上
・金型の納期短縮が可能
・加飾加工の納期短縮が可能
・加飾部のミガキ作業時間の短縮が可能
・加飾デザイン性が確保できる
(特許出願中)
-

モールドプレス(型内プレス)
メリット
・専用射出成形機と専用金型が不要
・ヒケや転写性の改善が可能
・樹脂の収縮の差による変形防止が可能
・射出保持圧力が低めで成形可能
・金型内樹脂応力の低減
(特許出願中)
-

ドラフトレスモールド(抜き勾配0度)
メリット
・スライド構造無しで抜き勾配無しが可能
・アンダーカットとなるシボ類などの処理を行ってもスリキズや成形性に問題なし
・デザイン性、機能性が向上
・金型費が低減可能で耐久性も向上
(特許出願中)
-
型内ゲートカット
メリット
・外観面にゲートを設置できる
・ゲート仕上げが不要
・品質が安定 (ゲート面)
・歩留まり改善
(特許出願中)
-

インサート成形
メリット
・1次品の型内アニール処理が可能
(1次品の応力緩和)
・収縮差による変形量の低減
・2次品のウェルド部強度アップ
・1次品と2次品の樹脂の融合性向上
(特許出願中)
-
2色成形
メリット
・肉厚変位(差)がある物のスピードアップ
(肉厚部の冷却時間短縮及び変形向上)
・バリの軽減
(型内急冷---型温、樹脂温を下げて2色目成形)
-

ガスプレス
メリット
・シボの転写均一化、ムラにならない
・板厚限定拡大 (より薄肉化)
例:従来肉厚3.0⇒1.0
・リブ・ボスのヒケを防止
・薄肉部の転写ムラ防止
(特許出願中)
-

ガスアシスト
メリット
・成形サイクルの短縮
(射出スピード向上/冷却時間短縮)
・肉厚均等性向上
・中空率アップ
・外観向上
・捨てキャビ不要
・変形量の向上
(特許出願中)